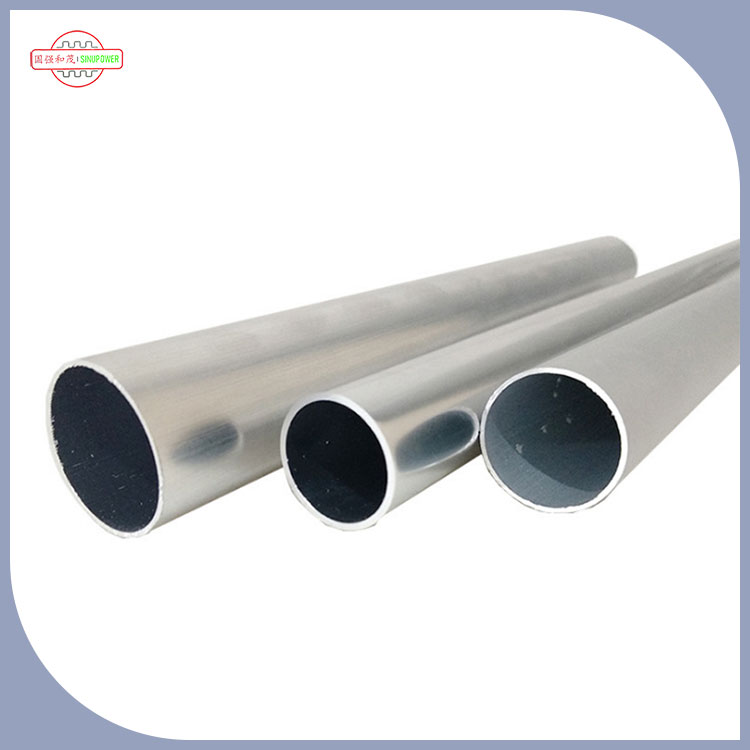

Tabung oval warataApa oval sing rata ing bagean Cross (sumbu dawa 80-200mm, sumbu cendhak 30-80mm), lan masalah kayata bagean cross skewness cross rawan nalika ngethok sudut sing bener. Proses lan alat profesional dibutuhake kanggo entuk proses sing tepat kanggo njamin kualitas welding utawa patemon sakteruse.
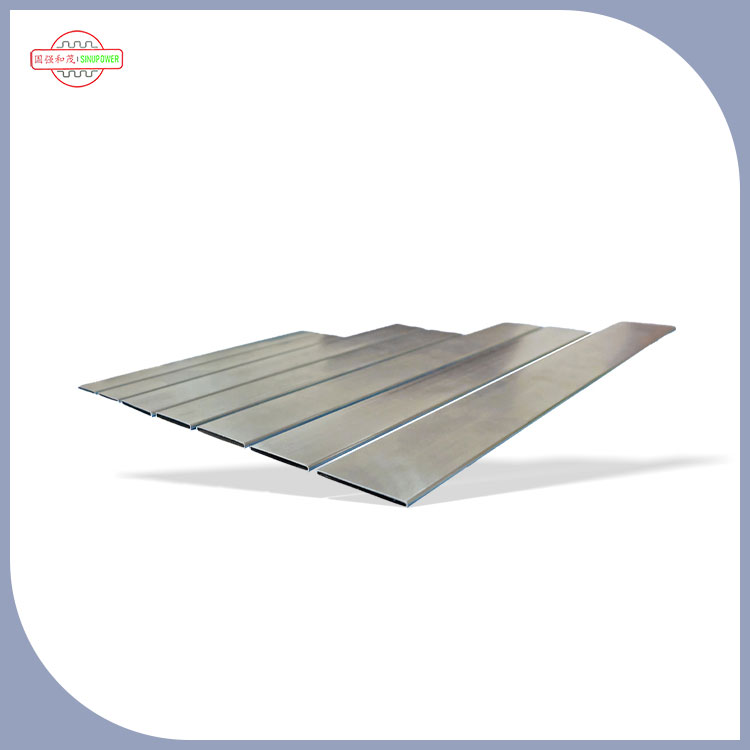
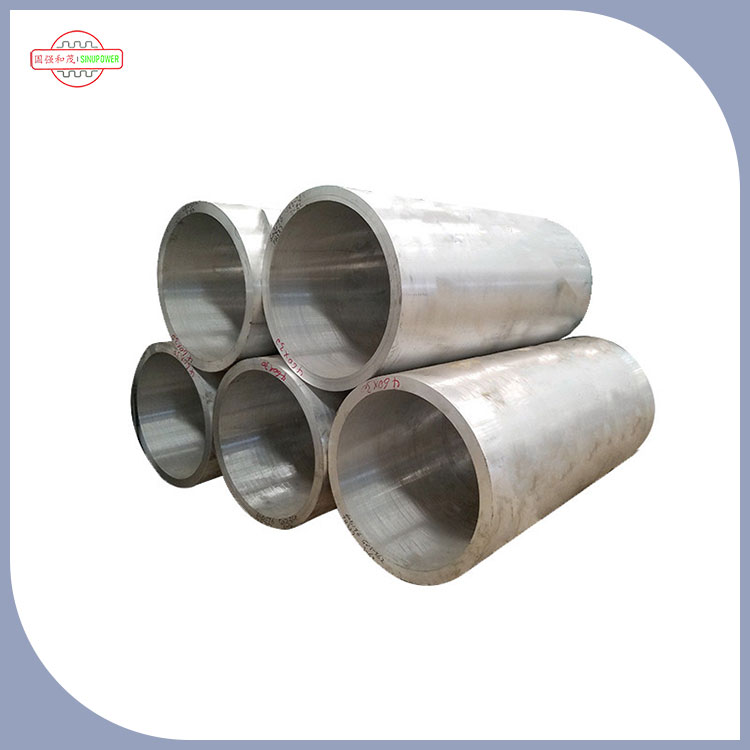
Kesulitan nglereni wis konsentrasi ing karakteristik salib-bagean. Struktur asimetris tabung oval flat nggawe angel kanggo mesthekake akurasi sudut sing cocog kanggo metode kabeh. Yen panyimpangan sudut pemotong luwih saka 1 ° Gap bakal ngluwihi 0.5mm, sing mengaruhi kekuatan welding. Kajaba iku, nalika tembok ketebalan tabung (biasane 2-5mm) ora rata, duka lan deformasi lokal lan deformasi lokal. Utamane ing pangolahan bahan baja tahan karat, suhu sing dhuwur bakal nyebabake skala oksida kanggo mbentuk, nambah biaya penggilingan sakteruse.
Pilihan alat kudu cocog karo materi lan spesifikasi. Kanggo tabung oval oval rendah rendah, plasma nglereni (80-120a saiki) disaranake, kanthi kacepetan nglereni 10-15mm / s, lan kesalahan vertikal bagean kasebut bisa dikontrol ing 0.3mm / m; Kanggo bahan baja tahan karat, laser nglereni (Power 500-1000w) luwih disenengi, sing nyadari proses sing ora ana gandhengane karo serat sing kena energi, kanthi zona sing kena pengaruh panas. Tabung sing dipasang ing tembok (ketebalan <3mm) bisa nggunakake CNC Wire Motong kanthi akurasi saka ± 0,01mm, sing cocog kanggo proses komponen komponen.
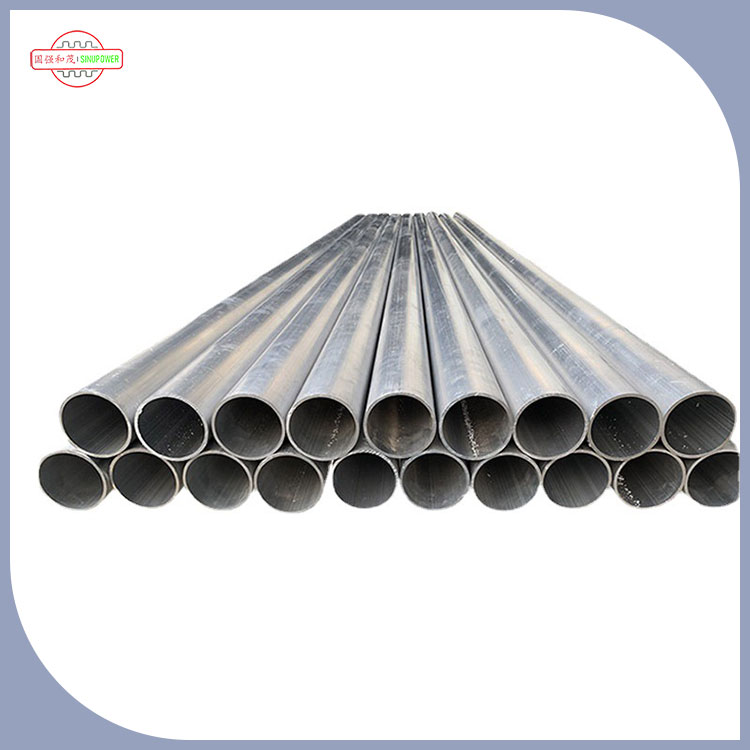
Proses operasi fokus ing posisi lan setelan paramèter. Sadurunge nglereni, pipa pipa kudu dibenerake kanthi perangan kanggo mesthekake yen garis nglereni jejeg ing sumbu (panyimpangan °0.5 °), lan pasukan clamping kanggo dikontrol 5-10MPA kanggo nyegah ubah; Sajrone pemotongan plasma, muncung tetep 3-5mm adoh saka tembok pipa, lan tekanan gas (udhara utawa nitrogen) disetel menyang 0.6-0.8MPA kanggo ngindhari bedhah arc; Laser nglereni kabutuhan kanggo nyetel posisi fokus miturut kekandelan tembok, lan fokus ing pipa tembok tembok sing kenthel wis diatur nganti 1/3 tembok pipa kanggo nambah seng nembus.
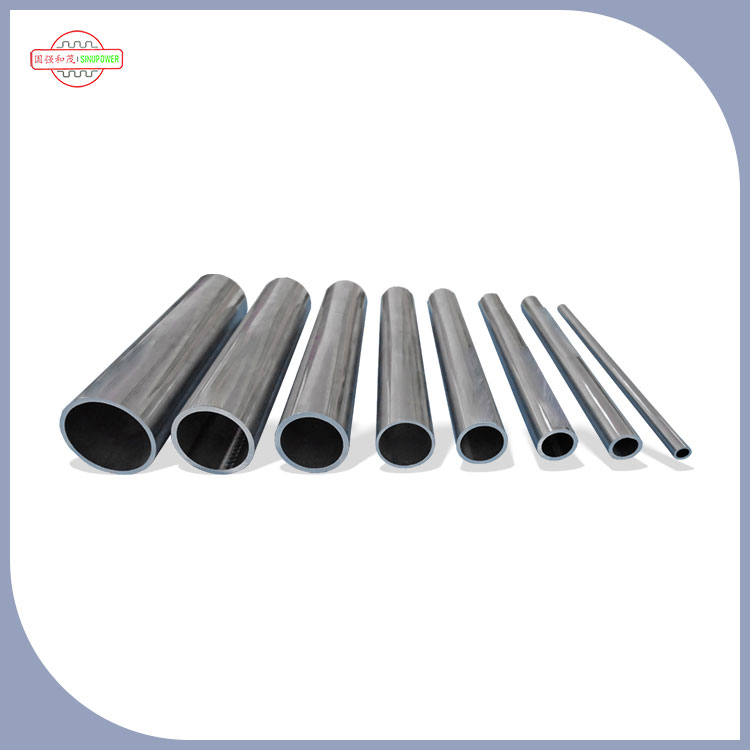
Pangolahan sakteruse mengaruhi kualitas akhir. Sawise nglereni, gilingan sudut (kanthi rodha gross 120-grit) dibutuhake kanggo ngilangi burr kanggo nggawe kasarasan silang-bursa Ra≤12.5μm; Pipa stainless steel kudu disipta (dicelupake ing solusi asam nitrat kanggo 10-15 menit) kanggo nyegah karat ing potongan kasebut. Kanggo adegan kanthi syarat tliti sing dhuwur (kayata Majelis Pipa Otomobile), panyimpangan sisih tengen kudu dideteksi instrumen sing ukurane telung koordinasi kanggo njamin standar toleransi ± 0.1 °.
Nglereni ngarepke ing fTabung Ovalmbutuhake pertimbangan babagan rincian peralatan lan proses. Liwat posisi sing tepat, optimalisasi parameter lan pangolahan sakteruse, bagean salib sing mulus lan efek pangolahan sing tepat bisa digayuh, nyedhiyakake garansi dhasar kanggo sambungan pipa lan sambungan pipa.