
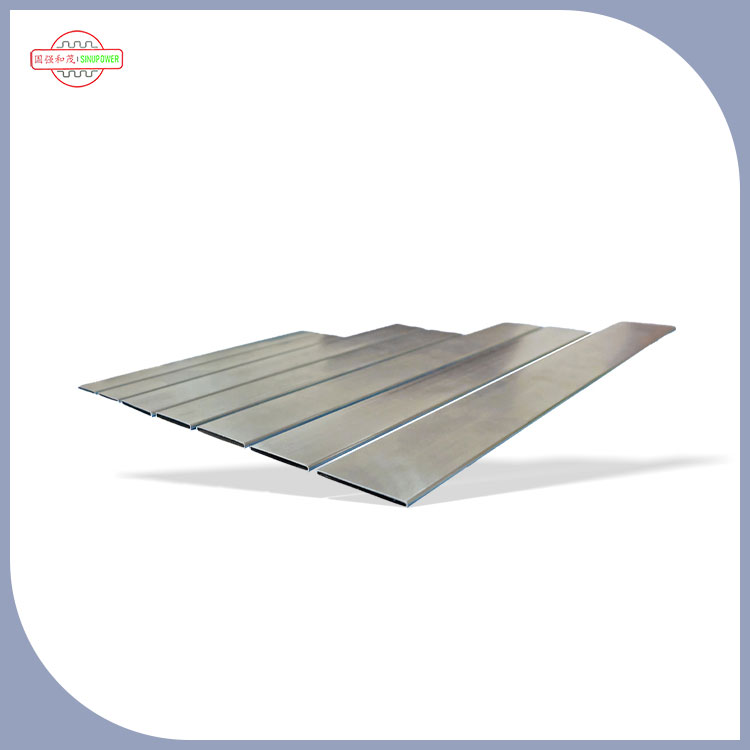
Sinupower njelajah caraneTabung Persegi Panjangtumindak nalika nglereni, pengeboran, lan proses welding ing lingkungan fabrikasi modern, ngendi geometri lan respon materi langsung mengaruhi tliti lan linuwih struktural ing aplikasi hilir.
Ing bengkel fabrikasi, profil kothong persegi panjang asring dianggep minangka unsur struktural sing langsung, nanging kasunyatane luwih akeh. Permukaan sing rata, sudhut sing cetha, lan prilaku ketebalan tembok sing beda-beda ngenalake tantangan unik yen dibandhingake karo profil bunder. Saben tataran-nglereni, pengeboran, lan welding-mbutuhake kontrol ati-ati saka kaku, panas, lan deformasi kanggo njaga akurasi dimensi lan stabilitas fungsi.
Tabung persegi panjang digunakake ing sistem sing efisiensi ruang lan distribusi beban. Nanging, geometri kasebut nggawe titik konsentrasi stres sing ora rata, utamane ing sudhut.
Ora kaya tabung bunder, ing ngendi pasukan nyebar kanthi rata ing lengkungan, profil persegi dowo konsentrasi stres ing pinggir. Karakteristik iki dadi penting banget sajrone proses fabrikasi, ing ngendi gaya mekanik lan input termal bisa ngowahi integritas struktur yen ora dikontrol kanthi bener.
Wangun persegi dowo ngenalake telung efek teknik utama:
- amplifikasi tegangan sudut
- Distribusi panas sing ora rata nalika welding
- Kekakuan gumantung arah
Efek kasebut mengaruhi cara saben langkah fabrikasi direncanakake lan ditindakake.
Cutting minangka langkah pisanan ing ngendi Tabung Rectangular wiwit nuduhake prilaku gumantung geometri. Apa nggunakake saws mechanical, sistem abrasive, utawa cara nglereni termal, materi ditanggepi beda ing lumahing warata versus sudhut.
Ing pemotongan mekanik:
- Lumahing flat ngidini kontak agul-agul stabil
- Sudut cenderung ngasilake spike geter
- tatanan Burr luwih kamungkinan ing pinggiran metu
Kaku bagean persegi dowo tegese pasukan nglereni ora roto-roto digunakke, mbutuhake tingkat feed kontrol supaya distorsi.
Nalika cara termal digunakake, pemanasan lokal ngenalake beda ekspansi ing tembok tabung. Amarga geometri persegi panjang nduweni pirang-pirang jalur termal, panas nyebar ora rata, kadhangkala nyebabake warping tipis yen pendinginan ora seimbang.
Pengeboran ngenalake salah sawijining interaksi sing paling menarik ing antarane gaya alat lan geometri materi. Ing pasuryan warata sakaTabung Persegi Panjangngidini entri alat stabil, nanging owah-owahan distribusi kaku internal minangka pengeboran penetrates.
Sajrone pengeboran:
- Kontak awal stabil amarga dhukungan permukaan sing rata
- Mid-penetrasi nggawe zona akumulasi chip
- Fase metu asring ngasilake risiko deformasi
Sisih metu utamané sensitif amarga support materi wis suda, anjog kanggo tatanan burr potensial utawa ovalization tipis saka bolongan.
Nalika pengeboran maju, stres nyebar maneh ing tembok tabung. Sudut bisa nyerep utawa nggambarake stres gumantung saka kekandelan lan komposisi materi. Iki ndadekake konsistensi pengeboran gumantung ing kontrol feed lan strategi cooling.
Welding iku ngendi Tabung Rectangular nuduhake respon fisik sing paling Komplek. Kombinasi input panas lan kendala geometris nyebabake ekspansi, kontraksi, lan pembentukan stres residual.
Ora kaya bagean bunder sing ngidini difusi panas sing luwih alus, profil persegi dowo konsentrasi energi termal ing sadawane lapisan las lan sudhut. Iki nggawe:
- Tingkat pendinginan sing ora rata
- distorsi lokal cedhak joints
- Akumulasi stres residual ing pinggir
Nalika area sing dilas dadi adhem, pasukan kontraksi narik ora rata ing panel datar. Iki bisa nyebabake rada bowing utawa distorsi sudut yen ora seimbang liwat urutan sing dikontrol.
| Tahap Proses | Tantangan Utama | Prilaku tabung persegi dowo | Kontrol Fokus |
| nglereni | Getaran pinggir | Konsentrasi stres ing sudhut | Stabilitas feed |
| Ngebor | Metu deformasi | Rilis stres sing ora rata | Dhukungan & cooling |
| Welding | Distorsi termal | Akumulasi panas pojok | Imbangan panas |
| Post-processing | Koreksi dimensi | Relaksasi stres sisa | Kontrol alignment |
Perbandhingan iki nyoroti carane saben tahap ngenalake respon mekanik lan termal sing beda-beda sing kudu dikelola kanthi mandiri.
Prilaku Tabung Rectangular ora mung gumantung geometri nanging uga gumantung saka materi. Aluminium, wesi tembaga, lan struktur basis baja saben respon beda kanggo input mechanical lan termal.
Profil adhedhasar aluminium:
- Konduktivitas termal dhuwur
- boros panas luwih cepet sak welding
- Luwih rawan kanggo deformasi lokal yen overheated
Profil baja basis:
- Rigiditas struktur sing luwih dhuwur
- Difusi panas luwih alon
- Resistance luwih apik kanggo deformasi pengeboran-mlebu
Pilihan material mengaruhi carane agresif saben langkah fabrikasi bisa dileksanakake tanpa kompromi stabilitas struktural.
Kualitas permukaan sawise nglereni minangka indikator kritis kontrol pabrikan. Geometri persegi panjang ngenalake prilaku permukaan sing unik:
- Pasuryan sing rata njaga garis potong sing luwih alus
- Corners asring nuduhake micro-chipping
- Formasi Burr cenderung konsentrasi ing pinggiran metu
Njaga kualitas pinggiran sing konsisten mbutuhake ketajaman alat, tingkat feed, lan kontrol geter.
Ing aplikasi presisi dhuwur, finishing sekunder asring digunakake kanggo nyetabilake geometri pinggiran sadurunge tahap fabrikasi sabanjure.
Salah sawijining tantangan utama ing fabrikasi Tabung Rectangular yaiku njaga keselarasan bolongan ing permukaan sing rata.
Faktor sing mengaruhi akurasi:
- Variasi ketebalan dinding tabung
- Alat defleksi ing beban
- Penumpukan panas sajrone pengeboran terus-terusan
Misalignment luwih cenderung nalika pirang-pirang bolongan dilatih kanthi urutan tanpa ngidini mbalekake termal saka materi kasebut.
Strategi welding nduweni peran sing penting kanggo nyuda distorsi. Amarga geometri persegi panjang mbatesi jalur ekspansi alami, panas kudu disebarake ing urutan sing dikontrol.
Pendekatan stabilisasi umum:
- Ganti arah weld
- Short segmented weld pass
- Interval cooling sing dikontrol
Cara kasebut nyuda akumulasi stres residual ing pinggir dawa.
Sajrone fabrikasi, Tabung Rectangular bisa ngalami telung jinis distorsi utama:
- Deformasi sudut ing sudhut
- Permukaan datar bowing amarga kontraksi termal
- Torsional twist saka urutan las ora rata
Saben jinis disambungake menyang tahap fabrikasi sing beda-beda lan mbutuhake metode koreksi sing ditargetake.
Wawasan utama ing pangolahan modern yaiku nglereni, pengeboran, lan welding dudu langkah mandiri. Saben tataran mengaruhi sabanjure.
Contone:
- Tekanan mikro sing diakibatake pemotongan bisa nggedhekake penyimpangan pengeboran
- Pengeboran buildup panas bisa mengaruhi stabilitas welding
- Distorsi welding bisa ngowahi akurasi dimensi final
Prilaku sing saling gegandhengan iki ndadekake perencanaan proses penting tinimbang opsional.
Saka sudut pandang teknik, Rectangular Tubes tumindak kaya sistem energi sing dibatasi sajrone fabrikasi. Gaya mekanik, input termal, lan geometri struktur sesambungan terus-terusan.
Tinimbang ngobati saben proses kanthi terpisah, pendekatan fabrikasi modern fokus ing:
- Pemetaan stres ing struktur tabung
- Prediksi aliran panas nalika welding
- Kontrol geter nalika nglereni lan ngebur
Tampilan terpadu iki mbantu nyuda deformasi kumulatif ing kabeh tahapan.
Profil persegi panjang umume digunakake ing sistem sing mbutuhake dhukungan struktur kompak lan distribusi beban arah, kayata:
- Majelis exchange panas
- Sistem framing struktural
- Saluran cairan sing ditutup
- Dukungan mekanik modular
Ing lingkungan kasebut, presisi fabrikasi langsung mengaruhi stabilitas sistem lan kinerja jangka panjang.
Prilaku Tabung Rectangular sajrone nglereni, ngebur, lan ngelas diatur dening interaksi antarane geometri, sifat material, lan energi proses. Saben tahapan ngenalake tantangan mekanik lan termal sing beda-beda sing kudu dikelola kanggo njaga integritas struktur lan konsistensi dimensi.
Ing kerangka iki,Sinupower Heat Transfer Tubes Changshu Ltd.terus kanggo nliti dinamika fabrikasi sakaTabung Persegi Panjangminangka bagéan saka riset sing luwih jembar babagan pangolahan tabung tliti lan pangembangan komponen transfer panas.